


How to bond like a pro.
I promised to write this article a few months ago after some conversations in this thread:
https://www.rocketryforum.com/showthread.php?56789-Sanding-Fiberglass-Tube
I didn't start this thread to call out every one who has there own way of bonding. Bonds in rockets generally are not all that stressed. Please don't email me calling me names because you have been bonding rockets together for years and never had one fail. That's probably true but that doesn't mean its optimal.
First a little background on myself. I have been in the composite aerospace industry my entire career building and designing aircraft with fully stressed structural bonds on primary structure. (this means we put glue on important stuff you don't want to fall off) before then I was building composite solar cars and racing them across the country. If there is a wrong way to bond something I have done it.
A little background on bonding. I see many people posting that the only way to get a good bond is to rough up a surface with 30grit paper and a saw blade. Thinking that the increase in surface area will make the bond hold better. This assumes that the bond is purely mechanical. This is a false assumption. The bond we are creating is on a molecular level. We are actually exciting the hydrogen groups and leaving openings for our epoxy to fill creating a bond on an atomic level. Also a highly activated surface will have a much lower surface tension. The lower surface tension will allow for more surface area than a saw blade can dream of. A few other things to note here. Composites get there strength from the fibers running though them. These fibers combined with the resin help the laminate to share the load throughout the part not allowing stress to concentrate in one spot. Now if we cut these fibers they can no longer do there job and are now along as dead weight. By cutting fibers you are reducing your effective panel thickness to the depth of your cut. Another way to think about is what is stronger the epoxy you are smearing on a part or the composite panel with fibers doing the dirty work for the resin. Try breaking some plain resin vs the same resin with fiber in it.
Some more background reading:
https://www.niar.wichita.edu/niarworkshops/Portals/0/Jun17_0200_JimM.pdf
https://www.loctite.sg/sea/content_data/LT4536_TT_Aerospace_Surface_Preparation_Guide.pdf formerly https://www.henkelna.com/us/content_data/14258_LT4536_TT_Aerospace_Surface_Preparation_Guide.pdf
https://www.jams-coe.org/docs/JAMS08_presentations/21.Flinn.pdf
https://www.cozybuilders.org/Oshkosh_Presentations/AbarisCompositeBondingOshkosh2005.pdf
https://www.niar.wichita.edu/agate/documents/materials/dot-faa-ar-01-08.pdf
Now on with the fun stuff how to make the best bond possible.
Rule 1: Be clean.. oils from your hands will compromise bond strength. Mold release on the panel will compromise bond strength. The grease on your sand paper from your last project will compromise your bond strength
Rule 2: Time is of the essence... Molecular activation reduces as time goes by for best results try to have epoxy on your part within an hour of sanding.
Rule 3: Learn your glue not all epoxies are equal. They all have different properties learn what these mean and how they effect your bond.
Rule 4: Air entrapment is the enemy. Your bond strength is measured in PSI if your bond has a huge air bubble in it your SI portion of PSI goes down with your bond strength.
OK now with the actual how too.
Step 1 Gloves:
From this time on thou shall not touch parts without CLEAN gloves. Don't rub your nose, touch anything greasy, touch anything that may be greasy with your gloves on. If you do this change your gloves.

Step 2 cleaning:
We want to clean our pieces before bonding. The reason is when composites are built they are built on molds that have mold release. If we start sanding without removing this we will be grinding mold release into our newly sanded surface making almost impossible to get out. I am using laqurer thinner and paper towels here. In an aerospace setting you would use lint free aviation wipes. They cost way more than my blue towel but ill keep an eye on the lint. In industry we more commonly use acetone and denatured alcohol to clean parts as they tend to evaporate faster and have common specs as to what acetone and denatured alcohol are.


You want to wipe flipping your towel often until is comes off clean.

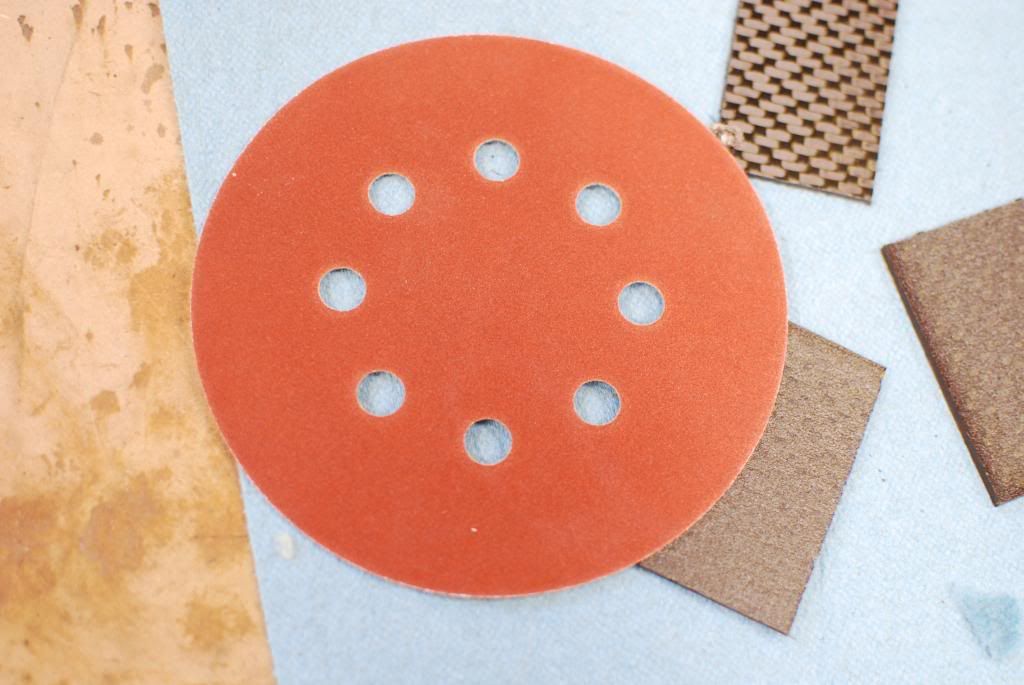
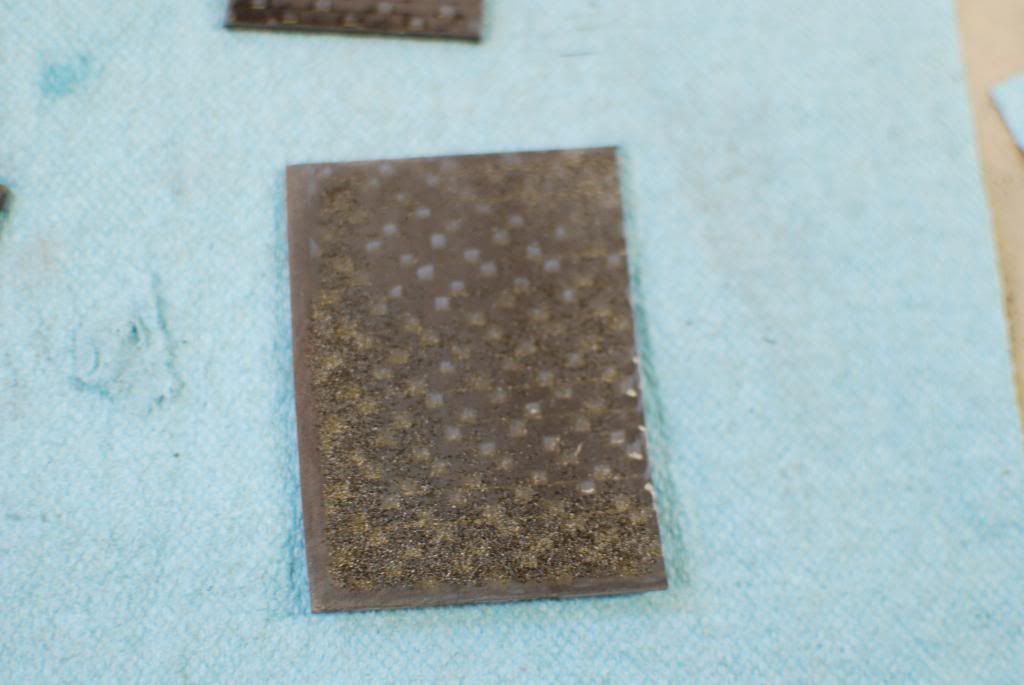
Step 3 Sanding:
As noted before you don't want the roughest surface you can get. You want an evenly abraded surface without damaging fibers. I would recommend as would most aircraft specs 120-240 grit sand paper or if you have a much fancier garage than mine a grit blast with 200 grit aluminum oxide. We wand to sand in all directions not just one. This ensure we have proper surface activation you can do this by hand I am going to use a DA sander to save time. Be careful you only want to expose the surface of the fiber not go through them. We are trying to remove the top layer of resin leaving the fibers exposed to our epoxy.
220 Grit

Remember we want clean sandpaper not one with oil or grease on it.
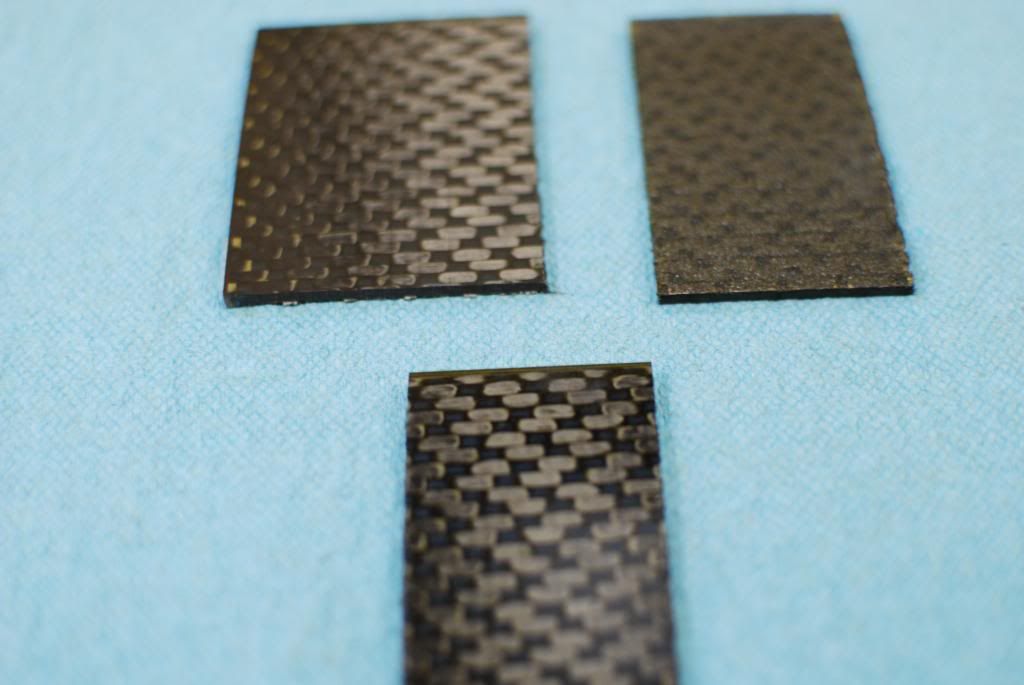
After sanding I am doing tool and bag side to show the difference
Now give them another wipe down with solvent

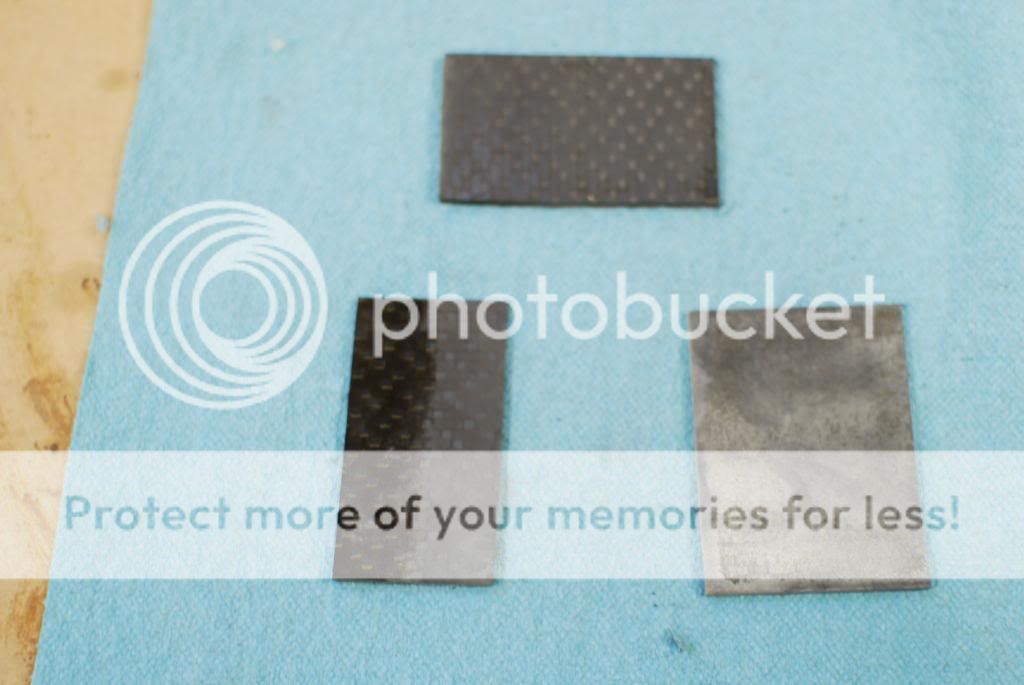
Admire your handy work This is what is know as a water break surface more details at the end.
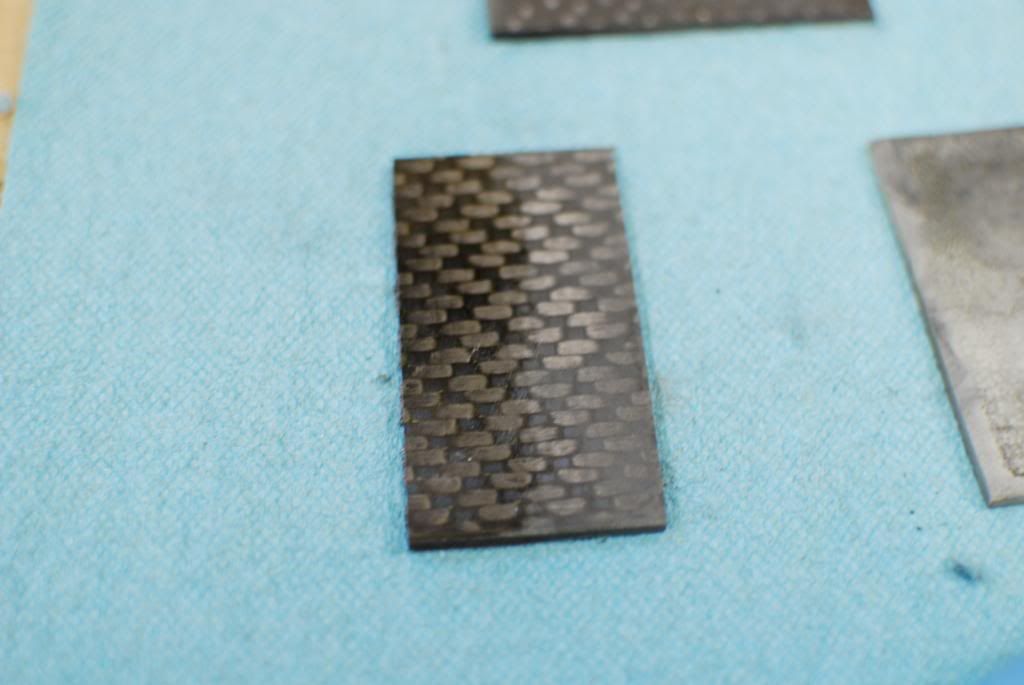
You can see this piece needs a little more. The resin is visible on top of the fibers.
wipe until you get a clean rag.

Step 4 epoxy application:
Ideally you will be doing this step immediately after Step 3. Grab your epoxy of choice. I chose this one because it was in the gun. Apply a decent bead of epoxy and spread it on. Its better to have to much than to little. We want enough so that we can clamp and push out all of the air in our bond.

You can see I should have sanded a little farther on this piece but I was starting to cut fibers and called it good enough
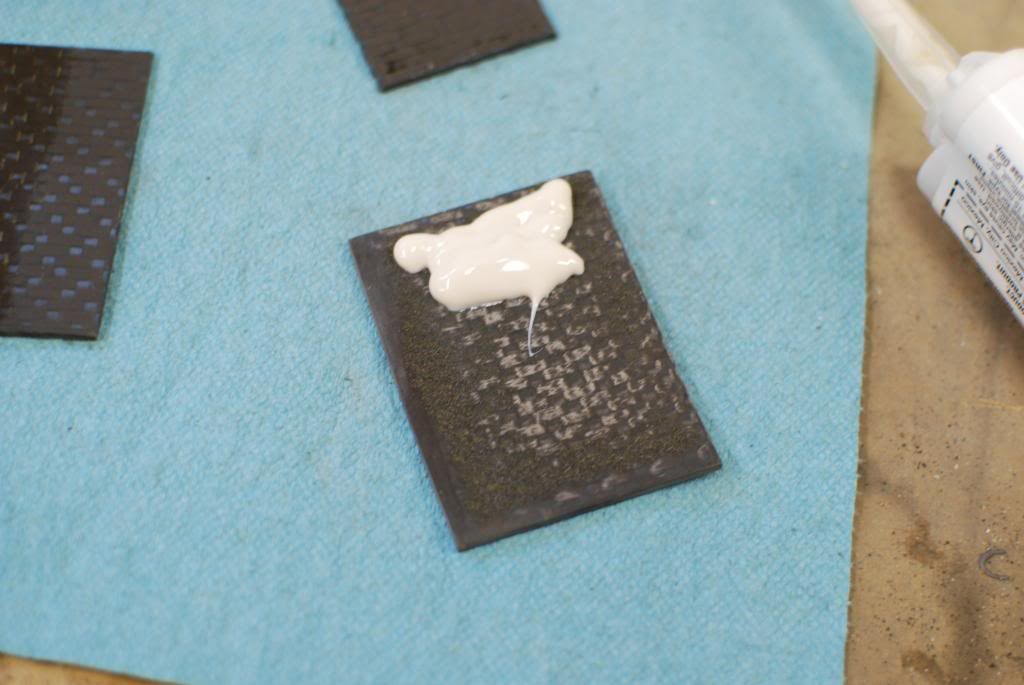
A good smear on both sides

Place them together
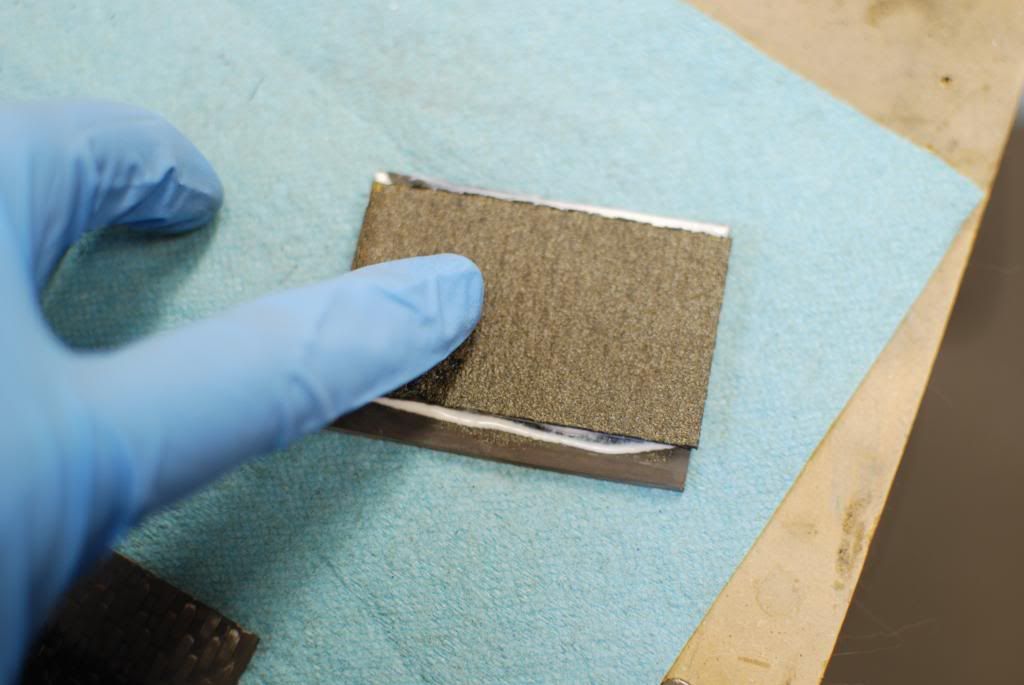
don't push them down
We want to push all of the air out when we clamp. Once a bond has pressure applied to is that pressure can not be released until the bond is cured. Doing so will allow air to get sucked into the bond gap. One thing I have yet to mention here is bond line thickness control some epoxies have a min and max bond gap for optimal strength this can be controlled by adding a small amount of glass beads to the epoxy. These glass beads have an evil down side though they are stress concentrators that can lead to a failure of the joint.
Clamp applied note the squeeze out all around this tells use we had sufficient epoxy in the joint. Now give a smooth radius with your finger or properly calibrated Popsicle stick. The radius is critical we want it to be even and smooth this will allow even stress across the radius avoiding a stress concentrator leading to a crack.


A bond at 90 degrees for say a min diameter fin done the same way keep in mind your bond area goes way down and the strength of your epoxy becomes critical

Bonus what is water break:
A properly prepped surface will break the water tension on it. See how the water beads on non sanded area but lays flat on the sanded portion. This is a water break
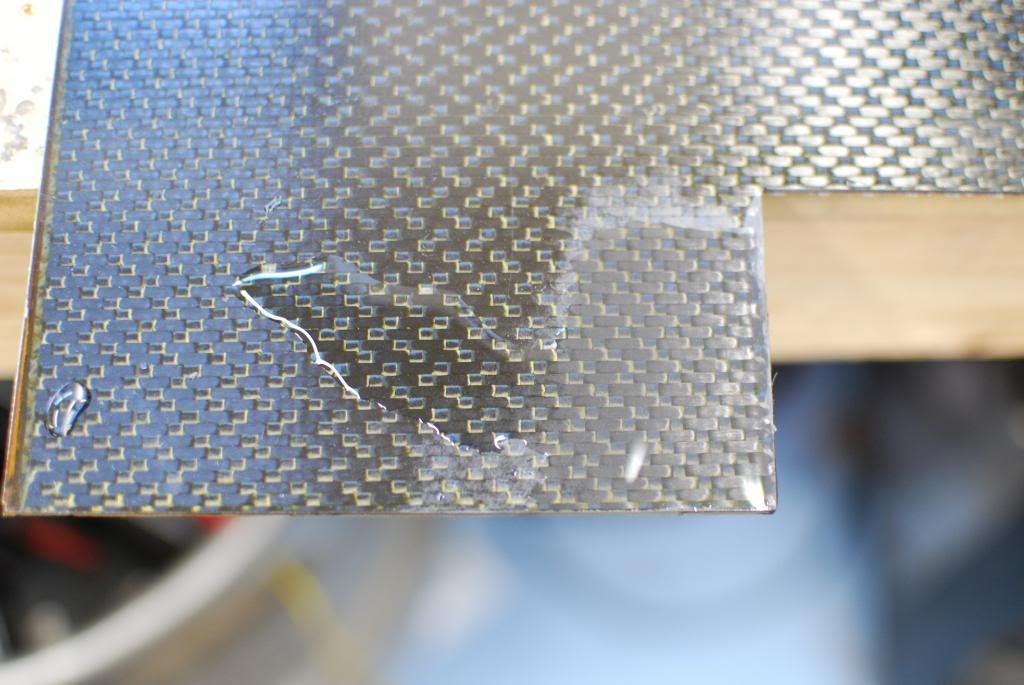
But flynfrog my tubes came ground doesn't this mean I don't have to sand them? The left side of this tube is as received. The right side is re sanded with 220

I promised to write this article a few months ago after some conversations in this thread:
https://www.rocketryforum.com/showthread.php?56789-Sanding-Fiberglass-Tube
I didn't start this thread to call out every one who has there own way of bonding. Bonds in rockets generally are not all that stressed. Please don't email me calling me names because you have been bonding rockets together for years and never had one fail. That's probably true but that doesn't mean its optimal.
First a little background on myself. I have been in the composite aerospace industry my entire career building and designing aircraft with fully stressed structural bonds on primary structure. (this means we put glue on important stuff you don't want to fall off) before then I was building composite solar cars and racing them across the country. If there is a wrong way to bond something I have done it.
A little background on bonding. I see many people posting that the only way to get a good bond is to rough up a surface with 30grit paper and a saw blade. Thinking that the increase in surface area will make the bond hold better. This assumes that the bond is purely mechanical. This is a false assumption. The bond we are creating is on a molecular level. We are actually exciting the hydrogen groups and leaving openings for our epoxy to fill creating a bond on an atomic level. Also a highly activated surface will have a much lower surface tension. The lower surface tension will allow for more surface area than a saw blade can dream of. A few other things to note here. Composites get there strength from the fibers running though them. These fibers combined with the resin help the laminate to share the load throughout the part not allowing stress to concentrate in one spot. Now if we cut these fibers they can no longer do there job and are now along as dead weight. By cutting fibers you are reducing your effective panel thickness to the depth of your cut. Another way to think about is what is stronger the epoxy you are smearing on a part or the composite panel with fibers doing the dirty work for the resin. Try breaking some plain resin vs the same resin with fiber in it.
Some more background reading:
https://www.niar.wichita.edu/niarworkshops/Portals/0/Jun17_0200_JimM.pdf
https://www.loctite.sg/sea/content_data/LT4536_TT_Aerospace_Surface_Preparation_Guide.pdf formerly https://www.henkelna.com/us/content_data/14258_LT4536_TT_Aerospace_Surface_Preparation_Guide.pdf
https://www.jams-coe.org/docs/JAMS08_presentations/21.Flinn.pdf
https://www.cozybuilders.org/Oshkosh_Presentations/AbarisCompositeBondingOshkosh2005.pdf
https://www.niar.wichita.edu/agate/documents/materials/dot-faa-ar-01-08.pdf
Now on with the fun stuff how to make the best bond possible.
Rule 1: Be clean.. oils from your hands will compromise bond strength. Mold release on the panel will compromise bond strength. The grease on your sand paper from your last project will compromise your bond strength
Rule 2: Time is of the essence... Molecular activation reduces as time goes by for best results try to have epoxy on your part within an hour of sanding.
Rule 3: Learn your glue not all epoxies are equal. They all have different properties learn what these mean and how they effect your bond.
Rule 4: Air entrapment is the enemy. Your bond strength is measured in PSI if your bond has a huge air bubble in it your SI portion of PSI goes down with your bond strength.
OK now with the actual how too.
Step 1 Gloves:
From this time on thou shall not touch parts without CLEAN gloves. Don't rub your nose, touch anything greasy, touch anything that may be greasy with your gloves on. If you do this change your gloves.
Step 2 cleaning:
We want to clean our pieces before bonding. The reason is when composites are built they are built on molds that have mold release. If we start sanding without removing this we will be grinding mold release into our newly sanded surface making almost impossible to get out. I am using laqurer thinner and paper towels here. In an aerospace setting you would use lint free aviation wipes. They cost way more than my blue towel but ill keep an eye on the lint. In industry we more commonly use acetone and denatured alcohol to clean parts as they tend to evaporate faster and have common specs as to what acetone and denatured alcohol are.
You want to wipe flipping your towel often until is comes off clean.
Step 3 Sanding:
As noted before you don't want the roughest surface you can get. You want an evenly abraded surface without damaging fibers. I would recommend as would most aircraft specs 120-240 grit sand paper or if you have a much fancier garage than mine a grit blast with 200 grit aluminum oxide. We wand to sand in all directions not just one. This ensure we have proper surface activation you can do this by hand I am going to use a DA sander to save time. Be careful you only want to expose the surface of the fiber not go through them. We are trying to remove the top layer of resin leaving the fibers exposed to our epoxy.
220 Grit
Remember we want clean sandpaper not one with oil or grease on it.
After sanding I am doing tool and bag side to show the difference
Now give them another wipe down with solvent
Admire your handy work This is what is know as a water break surface more details at the end.
You can see this piece needs a little more. The resin is visible on top of the fibers.
wipe until you get a clean rag.
Step 4 epoxy application:
Ideally you will be doing this step immediately after Step 3. Grab your epoxy of choice. I chose this one because it was in the gun. Apply a decent bead of epoxy and spread it on. Its better to have to much than to little. We want enough so that we can clamp and push out all of the air in our bond.
You can see I should have sanded a little farther on this piece but I was starting to cut fibers and called it good enough
A good smear on both sides
Place them together
don't push them down
We want to push all of the air out when we clamp. Once a bond has pressure applied to is that pressure can not be released until the bond is cured. Doing so will allow air to get sucked into the bond gap. One thing I have yet to mention here is bond line thickness control some epoxies have a min and max bond gap for optimal strength this can be controlled by adding a small amount of glass beads to the epoxy. These glass beads have an evil down side though they are stress concentrators that can lead to a failure of the joint.
Clamp applied note the squeeze out all around this tells use we had sufficient epoxy in the joint. Now give a smooth radius with your finger or properly calibrated Popsicle stick. The radius is critical we want it to be even and smooth this will allow even stress across the radius avoiding a stress concentrator leading to a crack.
A bond at 90 degrees for say a min diameter fin done the same way keep in mind your bond area goes way down and the strength of your epoxy becomes critical
Bonus what is water break:
A properly prepped surface will break the water tension on it. See how the water beads on non sanded area but lays flat on the sanded portion. This is a water break
But flynfrog my tubes came ground doesn't this mean I don't have to sand them? The left side of this tube is as received. The right side is re sanded with 220
Last edited:
") This of course goes out the window if the basic chemical structure of the epoxies is different...
This of course goes out the window if the basic chemical structure of the epoxies is different...