A5tr0 An0n
Well-Known Member
- Joined
- Sep 29, 2012
- Messages
- 521
- Reaction score
- 10
Intro:
I am getting ready to start a build that I will hopefully launch this year at BALLS 23 and I wanted to perform some simple experiments on different types of epoxies used for fillets. I am basically looking for the epoxy that offers the best combination of strength, adhesion, and high Tg. Now I have been wanting to do something like this for some time now, however this has recently been inspired by Jim Jarvis. In a conversation I had with him, he said that he had a weak adhesion with Cotronics 4525 when he tried to bond G10 FG to basswood. I had originally planned on using 4525 again but this has raised some concern. I thought that this was a good enough reason to go ahead and finally perform some experiments on the matter. I have read through the data sheets on a lot of epoxies and came to the conclusion that this in itself was not enough for me, I want to see practically how different fillets behave. I hope this information will be useful to others and hence the reason I am making a thread on the matter. Now if you have any ideas on how to make the testing of the fillet better then please share!
I am interested in a few different aspects of the fillet bonds. Those are the surface preparation, pull strength, flutter resistance, additives, and Tg (behavior at elevated temperatures). I believe that the fillet itself must be strong, but so should the bond and the Tg of the fillets. If the fillet is not properly bonded with the adherent and if the epoxy is not meant to work in higher temperatures then the properties can degrade and flutter might occur. As I slightly mentioned early these fillets are meant for a BALLS project that will experience ~M3.5 during its flight and this is the driven force for this experiment. Now I do not have much information on the actual temperatures at M3.5, however I do have data on a M2.5 rocket. This rocket's fin height is ~2.5'' and the diameter of the rocket is 54mm, during it's flight the airframe and fins experienced 275F and 350F, respectfully. We can thank James Donald for that data. I can only imagine that a 98mm airframe and a fin height of 5.8" will cause higher temperatures and thus is how I have arrived at wanting a higher Tg capable fillet. Also the aerodynamic forces will be greater at M3.5 and hence how I arrived at the desire for the best surface preparation method.
Details:
Below are the details of this experiment. This area is subject to be updated from time to time. Knowledge/understanding is ongoing and may differ as they progress, for that reason some things in the future may not be true as they are understood today.
Testing Method:
As far as the testing method goes, I am currently just planning on exposing the fillets to a static load by hanging weight off the fin to see how much force it takes to break the fillet (or the structure). In terms of testing the adhesion strength of the bond I plan on trying to pull the fin off the airframe by orienting the fin perpendicular to the ground while under a static load. This should act as a pull force, thus creating a shear strength test. I will perform these tests with and without applied heat. This is to simulate the loads and conditions that the fillets will experience. Mike Passaretti did this with his DDT vehicle by exposing the fillets to a static load; he also deserves much credit in this. Now I do not have any awesome sensors or testing equipment, so I will analyze the results in a very crude manner. Again if any body knows of some relatively inexpensive, more technical way of testing this, and gathering data then please let me know and I will do it!
Surface preparation:
Surface preparation is defined as one or a series of operations including cleaning, removal of loose material, and physical and/or chemical modification of a surface to which an adhesive is applied for the purpose of bonding. Surface preparation is intended to enhance the bonding strength to said surfaces.
Adhesion refers to the state in which two dissimilar bodies are held together by intimate interfacial contact such that mechanical force or work can be transferred across the interface. There is unifying theory of adhesion that relates the physical-chemical properties of materials to the actual physical strength of an adhesive bond. The interfacial forces holding the two phases together may arise from van der Waals forces, chemical bonding, or electrostatic attraction. The mechanical strength of the system is determined not only by the interfacial forces, but also by the mechanical properties of the interfacial zone and the two bulk phases.
The primary function of adhesives is to join parts together. Adhesives accomplish this goal by transmitting stresses from one member to another in a manner that distributes the stresses much more uniformly than can be achieved with mechanical fasteners. Adhesive bonding often provides structures that are mechanically equivalent to or stronger than conventional assemblies, at lower cost and weight per se. In mechanical fastening, the strength of the structure is limited to that of the areas in contact with the fasteners. It is not unusual to obtain adhesive bonds that are stronger than the strength of the adherends (surfaces that are bonded together).
So Why Do We Need Surface Preparation?
There is list of reasons for surface preparation here are some of the main reasons.
1. To remove or prevent the later formation of a weak layer on the surface of the substrate
2. To maximize the degree of molecular interaction between the adhesive or primer and the substrate surface
3. To optimize the adhesion forces that develop across the interfaces to ensure sufficient initial joint strength and during the service life of the bond
4. To create specific surface microstructure on the substrate
Normally, optimum surface energy and structure is achieved by chemical surface treatment. The chemical composition and the morphology of the surface are changed, so that the surface energy of the substrate is maximized for adhesion. Chemical treatments also increase the chances that hydrogen, dipole, van der Waals ionic and/or covalent bonding can form at the substrate/adhesive interface. A quick test for adequet chemical treatment is to place a bead of water on the surface of the part and note if the water spreads. If so, the contact angleit forms with the surface is very small.
Remember all surfaces no matter how clean they seem to be, have surface contaminates and these contaminates get in the way of reliable bonding. Advanced engineering polymers tend to be chemically inert with few or no functional groups on which to bond. Some applications require specific functional properties like low friction, or adhesion promotion.
The 5 Methods of Surface Preparation:
There are 5 methods of surface preparation that I will test. These methods all receive the same surface treatment procedures and should therefore determine which preparation method yields the ideal conditions. These methods are briefly described below.
1. Sanding Method*. The material is sanded with a fine to medium grit emery paper, to an evenly abraded surface while not damaging the fibers. Since the strength of composites is mostly in their fibers, once the fibers are damaged then the structures overall strength is compromised. The main thought here, is that the bond being formed is a chemical bond due to the sharing of the outer electrons allowing the epoxy to fill the empty space. This empty space or the "contact area," between the substrate and the adhesive is what makes this bond work If you are wondering yes, the contact area increasing when sanding.
Here is an example of the sanding method. Photo credit: flynfrog.
2. BTH Method* (Beat To Hell). Here you can take a saw, dremel, razor blade, etc. to the material and scuff it up pretty roughly. The main thought behind this is that it increases the surface area (more so than sanding) and thus allows the bond to have more to hold unto. The downside is your are in fact compromising the strength of the structure due to the damage caused to the fibers. This is a more extreme approach to sanding and may or may not prove itself.

Here is an example of what the BTH method looks like.
*This methods are formally know as mechanical abrasion.
3. Nylon Abrasion Method. This method is an alternative to sanding and has extra-thick nylon bristles that are coated with an abrasive grit. I will be using a 538 Nylon Abrasive Brush at 120 Grit. This method is listed on Henkel's surface preparation methods guide and should prove possibly better than regular sanding.

Here is an example of what the nylon abrasion tool looks like.
4. Abrasive Blasting Method. Some time back I read a paper from McDonnell Douglas (cannot find it anymore) that mentioned abrasive blasting as being the ideal preparation method. This method shoots a stream of abrasive material against a surface under high pressure. This can roughen a smooth surface, shape a surface, or remove surface contaminants. As of now I plan to use just regular media (maybe carbon) and I am also playing around with the idea of wet abrasive blasting (not to be confused with hydro-blasting). Thoughts?

Here is an example of the abrasive blasting method.
5. Atmospheric Pressure Plasma Method.
More research on this method is required before I can commit to it. I can say however that it seems very intriguing. It may however determine to be more of a surface treatment (method in addition to another).
Here is an example of the atmospheric pressure plasma method.
Note that all methods assume that all the dust, oil, grease, etc. has been cleaned off prior to bonding. Without the right pre/post care, the bonds will be less than optimal. I have used some of the methods aforementioned and all have worked. I am simply trying to determine which method yields first in my crude testing; I think it is valuable to know which method is ideal for a flight of this caliber.
Pull Strength:
More information coming soon.
Flutter Resistance:
More information coming soon.
Epoxy Additives:
[More information coming soon.] I will repeat the static load tests with the top performing epoxies and add various additives into them. In the past I have used graphite, milled glass, and West Systems 404. I now want to see how effective they are in strength and if they help with the Tg. I have never used fumed silica, but since it is more used to hold the shape of the fillet I am uncertain if I will give it a go this time around. I will do this test at an elevated temperature and at ambient temperature. If the price is right, I will also repeat this later with CNTs and graphene.
Elevated Temperature:
[More information coming soon.] I will only expose the top performing epoxies to elevated temperatures and monitor their performance under load. I will start the structure out at 250F and increase in 100F intervals until I reach 550F. The reason for this is to determine the general strength properties of the fillets when operating at higher temperatures similar to those temperatures one might expect to find in high Mach flights.
Epoxies Used:
[Will update soon] As of now I plan on picking from Aeropoxy ES6265, Cotronics 4525, HTR-212, ACP High temp epoxy system, Aeropoxy PT2876, Fibre Glast High Temp Epoxy Resin, and AdTech 336. Some of these mentioned epoxies are laminating systems so obviously they will have to be filled. I am also contemplating maybe using an epiglue like Nic used on his Mad Max rocket. Laminating systems once thickened can be used as adhesives, for example Aeropoxy makes a PT2876 that has some good properties and works well as an adhesive when cabosil is added. In fact an Aeropoxy engineer told me PT2876 is better than all of their other adhesives that they currently have for sale (they are converting this to an adhesive fyi") . If anybody has any recommendations of any other epoxies then please mention it below!
. If anybody has any recommendations of any other epoxies then please mention it below!
I will edit this and the table below with the new epoxies, and the epoxy data once I have officially chosen all the epoxies.
I think this along with all the text, speaks for itself. It will be updated and more will be added as this experiment progresses.
Notes:
* I will add a voting pole on top. Basically I am looking to see which epoxies the collective thinks is best suited for the fillets of a high performance rocket.
*If there is an epoxy that you can think of that has not been mentioned then recommend it.
* As I mentioned, I do not have any thorough sensors or testing equipment, so I will analyze the results in a very crude manner. Again if any body knows of some relatively inexpensive, more technical ways of testing this, and gathering data then please let me know.
Conclusion:
Once all of the testing is complete I will update this part of the post with a summarized conclusion here. That should make it easier for some who wish to not read through the entire thread and for those who wish to download a PDF of the results.
***Disclaimer:***
Just to state the obvious I am not a chemist, material scientist, or anything related so this is not me stating the best or even right choice for anything mentioned above. It is just my current understanding on how things work and the best way they worked for me at this current moment. This may be subject to change in the future.
Cheers
Mat
I am getting ready to start a build that I will hopefully launch this year at BALLS 23 and I wanted to perform some simple experiments on different types of epoxies used for fillets. I am basically looking for the epoxy that offers the best combination of strength, adhesion, and high Tg. Now I have been wanting to do something like this for some time now, however this has recently been inspired by Jim Jarvis. In a conversation I had with him, he said that he had a weak adhesion with Cotronics 4525 when he tried to bond G10 FG to basswood. I had originally planned on using 4525 again but this has raised some concern. I thought that this was a good enough reason to go ahead and finally perform some experiments on the matter. I have read through the data sheets on a lot of epoxies and came to the conclusion that this in itself was not enough for me, I want to see practically how different fillets behave. I hope this information will be useful to others and hence the reason I am making a thread on the matter. Now if you have any ideas on how to make the testing of the fillet better then please share!
I am interested in a few different aspects of the fillet bonds. Those are the surface preparation, pull strength, flutter resistance, additives, and Tg (behavior at elevated temperatures). I believe that the fillet itself must be strong, but so should the bond and the Tg of the fillets. If the fillet is not properly bonded with the adherent and if the epoxy is not meant to work in higher temperatures then the properties can degrade and flutter might occur. As I slightly mentioned early these fillets are meant for a BALLS project that will experience ~M3.5 during its flight and this is the driven force for this experiment. Now I do not have much information on the actual temperatures at M3.5, however I do have data on a M2.5 rocket. This rocket's fin height is ~2.5'' and the diameter of the rocket is 54mm, during it's flight the airframe and fins experienced 275F and 350F, respectfully. We can thank James Donald for that data. I can only imagine that a 98mm airframe and a fin height of 5.8" will cause higher temperatures and thus is how I have arrived at wanting a higher Tg capable fillet. Also the aerodynamic forces will be greater at M3.5 and hence how I arrived at the desire for the best surface preparation method.
Details:
Below are the details of this experiment. This area is subject to be updated from time to time. Knowledge/understanding is ongoing and may differ as they progress, for that reason some things in the future may not be true as they are understood today.
Testing Method:
As far as the testing method goes, I am currently just planning on exposing the fillets to a static load by hanging weight off the fin to see how much force it takes to break the fillet (or the structure). In terms of testing the adhesion strength of the bond I plan on trying to pull the fin off the airframe by orienting the fin perpendicular to the ground while under a static load. This should act as a pull force, thus creating a shear strength test. I will perform these tests with and without applied heat. This is to simulate the loads and conditions that the fillets will experience. Mike Passaretti did this with his DDT vehicle by exposing the fillets to a static load; he also deserves much credit in this. Now I do not have any awesome sensors or testing equipment, so I will analyze the results in a very crude manner. Again if any body knows of some relatively inexpensive, more technical way of testing this, and gathering data then please let me know and I will do it!
Surface preparation:
Surface preparation is defined as one or a series of operations including cleaning, removal of loose material, and physical and/or chemical modification of a surface to which an adhesive is applied for the purpose of bonding. Surface preparation is intended to enhance the bonding strength to said surfaces.
Adhesion refers to the state in which two dissimilar bodies are held together by intimate interfacial contact such that mechanical force or work can be transferred across the interface. There is unifying theory of adhesion that relates the physical-chemical properties of materials to the actual physical strength of an adhesive bond. The interfacial forces holding the two phases together may arise from van der Waals forces, chemical bonding, or electrostatic attraction. The mechanical strength of the system is determined not only by the interfacial forces, but also by the mechanical properties of the interfacial zone and the two bulk phases.
The primary function of adhesives is to join parts together. Adhesives accomplish this goal by transmitting stresses from one member to another in a manner that distributes the stresses much more uniformly than can be achieved with mechanical fasteners. Adhesive bonding often provides structures that are mechanically equivalent to or stronger than conventional assemblies, at lower cost and weight per se. In mechanical fastening, the strength of the structure is limited to that of the areas in contact with the fasteners. It is not unusual to obtain adhesive bonds that are stronger than the strength of the adherends (surfaces that are bonded together).
So Why Do We Need Surface Preparation?
There is list of reasons for surface preparation here are some of the main reasons.
1. To remove or prevent the later formation of a weak layer on the surface of the substrate
2. To maximize the degree of molecular interaction between the adhesive or primer and the substrate surface
3. To optimize the adhesion forces that develop across the interfaces to ensure sufficient initial joint strength and during the service life of the bond
4. To create specific surface microstructure on the substrate
Normally, optimum surface energy and structure is achieved by chemical surface treatment. The chemical composition and the morphology of the surface are changed, so that the surface energy of the substrate is maximized for adhesion. Chemical treatments also increase the chances that hydrogen, dipole, van der Waals ionic and/or covalent bonding can form at the substrate/adhesive interface. A quick test for adequet chemical treatment is to place a bead of water on the surface of the part and note if the water spreads. If so, the contact angleit forms with the surface is very small.
Remember all surfaces no matter how clean they seem to be, have surface contaminates and these contaminates get in the way of reliable bonding. Advanced engineering polymers tend to be chemically inert with few or no functional groups on which to bond. Some applications require specific functional properties like low friction, or adhesion promotion.
The 5 Methods of Surface Preparation:
There are 5 methods of surface preparation that I will test. These methods all receive the same surface treatment procedures and should therefore determine which preparation method yields the ideal conditions. These methods are briefly described below.
1. Sanding Method*. The material is sanded with a fine to medium grit emery paper, to an evenly abraded surface while not damaging the fibers. Since the strength of composites is mostly in their fibers, once the fibers are damaged then the structures overall strength is compromised. The main thought here, is that the bond being formed is a chemical bond due to the sharing of the outer electrons allowing the epoxy to fill the empty space. This empty space or the "contact area," between the substrate and the adhesive is what makes this bond work If you are wondering yes, the contact area increasing when sanding.
Here is an example of the sanding method. Photo credit: flynfrog.
2. BTH Method* (Beat To Hell). Here you can take a saw, dremel, razor blade, etc. to the material and scuff it up pretty roughly. The main thought behind this is that it increases the surface area (more so than sanding) and thus allows the bond to have more to hold unto. The downside is your are in fact compromising the strength of the structure due to the damage caused to the fibers. This is a more extreme approach to sanding and may or may not prove itself.
Here is an example of what the BTH method looks like.
*This methods are formally know as mechanical abrasion.
3. Nylon Abrasion Method. This method is an alternative to sanding and has extra-thick nylon bristles that are coated with an abrasive grit. I will be using a 538 Nylon Abrasive Brush at 120 Grit. This method is listed on Henkel's surface preparation methods guide and should prove possibly better than regular sanding.
Here is an example of what the nylon abrasion tool looks like.
4. Abrasive Blasting Method. Some time back I read a paper from McDonnell Douglas (cannot find it anymore) that mentioned abrasive blasting as being the ideal preparation method. This method shoots a stream of abrasive material against a surface under high pressure. This can roughen a smooth surface, shape a surface, or remove surface contaminants. As of now I plan to use just regular media (maybe carbon) and I am also playing around with the idea of wet abrasive blasting (not to be confused with hydro-blasting). Thoughts?
Here is an example of the abrasive blasting method.
5. Atmospheric Pressure Plasma Method.
More research on this method is required before I can commit to it. I can say however that it seems very intriguing. It may however determine to be more of a surface treatment (method in addition to another).
Here is an example of the atmospheric pressure plasma method.
Note that all methods assume that all the dust, oil, grease, etc. has been cleaned off prior to bonding. Without the right pre/post care, the bonds will be less than optimal. I have used some of the methods aforementioned and all have worked. I am simply trying to determine which method yields first in my crude testing; I think it is valuable to know which method is ideal for a flight of this caliber.
Pull Strength:
More information coming soon.
Flutter Resistance:
More information coming soon.
Epoxy Additives:
[More information coming soon.] I will repeat the static load tests with the top performing epoxies and add various additives into them. In the past I have used graphite, milled glass, and West Systems 404. I now want to see how effective they are in strength and if they help with the Tg. I have never used fumed silica, but since it is more used to hold the shape of the fillet I am uncertain if I will give it a go this time around. I will do this test at an elevated temperature and at ambient temperature. If the price is right, I will also repeat this later with CNTs and graphene.
Elevated Temperature:
[More information coming soon.] I will only expose the top performing epoxies to elevated temperatures and monitor their performance under load. I will start the structure out at 250F and increase in 100F intervals until I reach 550F. The reason for this is to determine the general strength properties of the fillets when operating at higher temperatures similar to those temperatures one might expect to find in high Mach flights.
Epoxies Used:
[Will update soon] As of now I plan on picking from Aeropoxy ES6265, Cotronics 4525, HTR-212, ACP High temp epoxy system, Aeropoxy PT2876, Fibre Glast High Temp Epoxy Resin, and AdTech 336. Some of these mentioned epoxies are laminating systems so obviously they will have to be filled. I am also contemplating maybe using an epiglue like Nic used on his Mad Max rocket. Laminating systems once thickened can be used as adhesives, for example Aeropoxy makes a PT2876 that has some good properties and works well as an adhesive when cabosil is added. In fact an Aeropoxy engineer told me PT2876 is better than all of their other adhesives that they currently have for sale (they are converting this to an adhesive fyi
. If anybody has any recommendations of any other epoxies then please mention it below! I will edit this and the table below with the new epoxies, and the epoxy data once I have officially chosen all the epoxies.
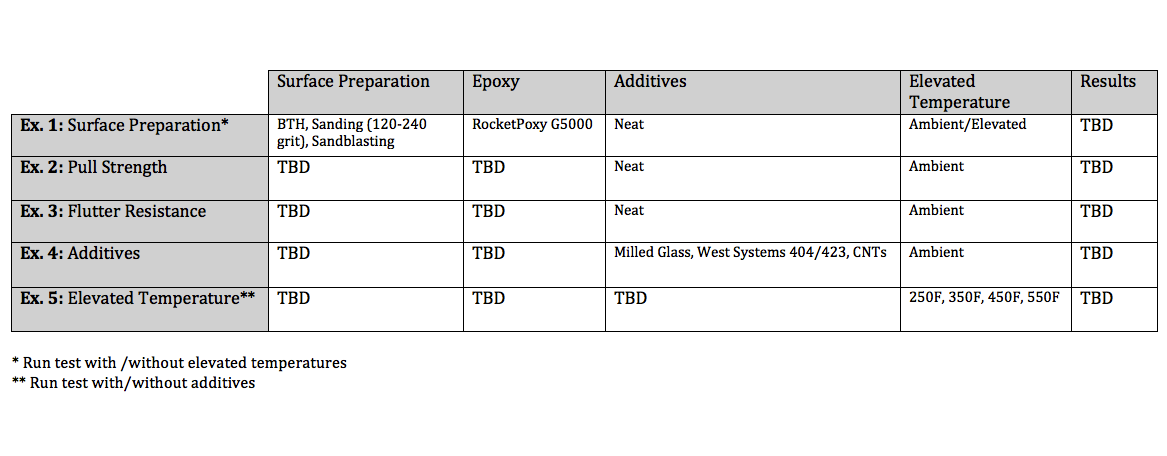
Experimental Table
I think this along with all the text, speaks for itself. It will be updated and more will be added as this experiment progresses.
Notes:
* I will add a voting pole on top. Basically I am looking to see which epoxies the collective thinks is best suited for the fillets of a high performance rocket.
*If there is an epoxy that you can think of that has not been mentioned then recommend it.
* As I mentioned, I do not have any thorough sensors or testing equipment, so I will analyze the results in a very crude manner. Again if any body knows of some relatively inexpensive, more technical ways of testing this, and gathering data then please let me know.
Conclusion:
Once all of the testing is complete I will update this part of the post with a summarized conclusion here. That should make it easier for some who wish to not read through the entire thread and for those who wish to download a PDF of the results.
***Disclaimer:***
Just to state the obvious I am not a chemist, material scientist, or anything related so this is not me stating the best or even right choice for anything mentioned above. It is just my current understanding on how things work and the best way they worked for me at this current moment. This may be subject to change in the future.
Cheers
Mat
Last edited: