


rharshberger
Well-Known Member
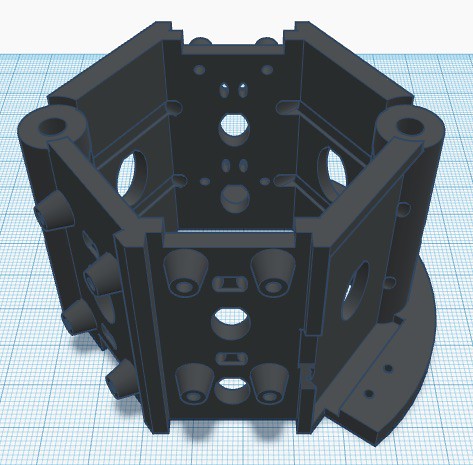
Approx .08" wall and the if I do glass it will be internal, plan is currently to put a 6" sonotube in it and foam it in place. Total print time is going to be for the first half 5.5 days, I need to step up and calibrate for a larger nozzle. Second part is about 4 days. The hotend is an all metal MicroSwiss Mk8 (Creality standard on the CR-10v2), but I want to change the heater block out to a plated copper block before recalibrating for the new nozzle. The supports is almost doubling the print time.NIce. What's the total print time? What's the wall thickness? Will you be glassing it?
Its for an upscale of this rocket.

Last edited:












")


