Again, writing this while waiting for the prepreg to get to room temp...
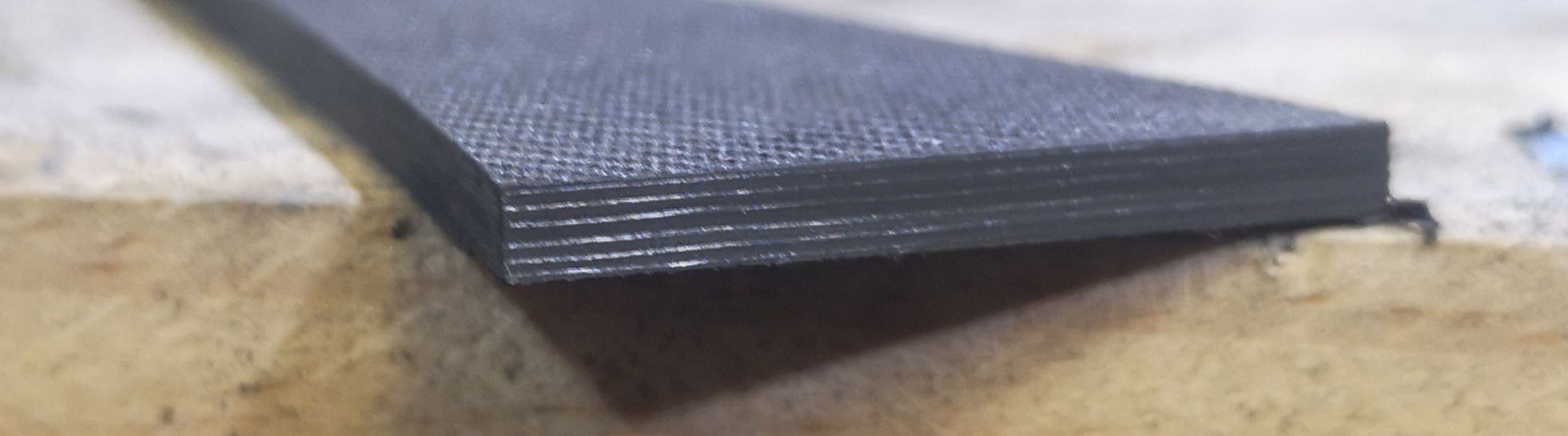
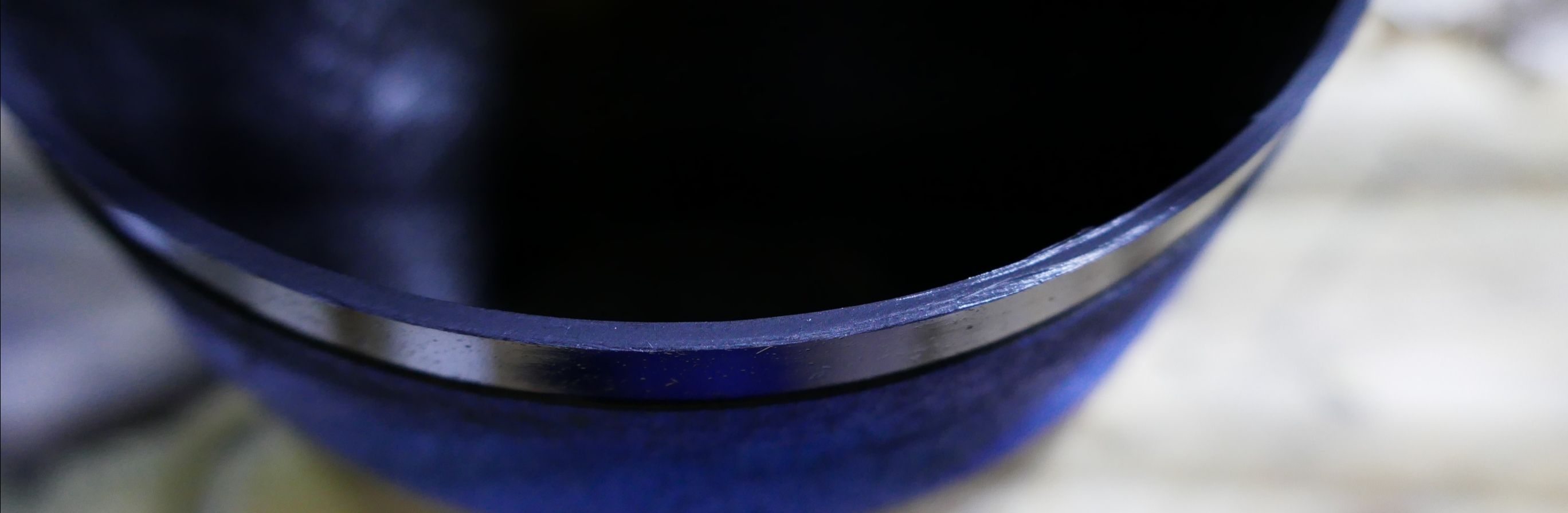
After sanding down the tube a little bit I realized that some of the ridges were too high: to remove them I would have to sand down through too much fiber.
The third time the charm I suppose.
What I'm planning to change:

I forgot to mention that the Chemlease 2693w did a perfect release after the second use.
After sanding down the tube a little bit I realized that some of the ridges were too high: to remove them I would have to sand down through too much fiber.
The third time the charm I suppose.
What I'm planning to change:
- Turn the first layer around to maybe get more resin on the ID.
- a layer of vacuum bagging film before the shrink tape to try and reduce the ridges.
- tape dam on both edges of the layup to prevent the resin from escaping there (probably tacky tape)
- Perhaps reduce the step over even more? But that would increase the pressure applied by the shrink tape.
I forgot to mention that the Chemlease 2693w did a perfect release after the second use.